タップ加工におけるコストダウン事例については、機械加工+溶接.comを運営する三栄製作所では様々な角度からお伝えして参りました。
しかし、これらは全て通常のタップ加工(切削タップ)についての事例であり、さらなるコストダウンの可能性のある転造タップには触れていませんでした。
そこで今回当社では、転造タップによるコストダウンの可能性を探るべく、加工テストを行いました。
1.切削と転造の違いについて
切削については言うまでもなく刃物で削って形状を作り出すことですが、転造とは塑性加工の一種であり、金属に強い力を掛けて変形させることで目的の形状を作り出すことです。従って使用する工具が異なることに加え、タップ加工後のネジ面にも差が出ます。
2.切削タップ・転造タップのメリット・デメリット
一般的に、転造タップは切削タップより工具代が高くなります。その一方で、転造タップの方が加工時間を短縮できます。
ただし、前述のように転造は「塑性加工」ですから、①ネジ面の表面硬化が発生する ②盛り上がりが発生する という、切削タップでは無かった現象が発生するので、転造タップを採用するためには入念な検討が必要となります。
3.検証結果と考察
当社にて様々な材質に対してテスト加工を行った結果を、下記の通り纏めました。
①トータルとして転造タップの方がコストダウンが見込める。特に、切削タップ加工中に工具が折損しやすいステンレスは、転造タップに変更することで折損リスクが下がる可能性大。
表面盛り上がりに対しては追加工で対処できるが、ネジ面硬化については検証の必要あり(アルミは表面硬化がプラスに寄与すると考える)。
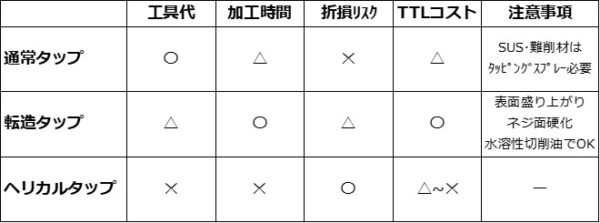
※ヘリカルタップについて・・・スレッドミルを使うヘリカルタップは折損リスクが低いため、難削材に適している。
②ネジは、M4まで対応が可能。材質は、アルミ・ステンレス・ほか難削材にも適用可能。
転造タップの適用可否については引き続き検討を重ねて参りますが、三栄製作所では、これからもこうしたVE提案および技術研究を通じて、お客様の製品の競争力向上に貢献して参ります。
